|
|
With the increasing complexity of PCB assemblies, more are designed having surface mount components on both sides of the printed circuit board. This can make automating the soldering of the through-hole components a challenge.
For the through-hole components that need to be soldered the preferred process is ‘Wave Soldering’ but depending on the assembly design this process is not always possible.
In these cases generally the components are hand soldered but this causes inconsistent results leading to quality problems which can be time consuming to solve causing higher manufacturing costs/lead times.
Many companies have turned to Selective Soldering as an alternative because there are far fewer quality concerns and components can be soldered faster bringing manufacturing costs/lead times down.
For the through-hole components that need to be soldered the preferred process is ‘Wave Soldering’ but depending on the assembly design this process is not always possible.
In these cases generally the components are hand soldered but this causes inconsistent results leading to quality problems which can be time consuming to solve causing higher manufacturing costs/lead times.
Many companies have turned to Selective Soldering as an alternative because there are far fewer quality concerns and components can be soldered faster bringing manufacturing costs/lead times down.
What is Selective Soldering?
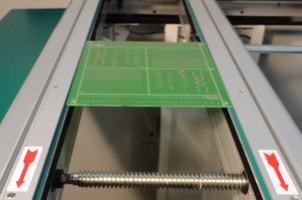
As the name suggests, selective soldering is a process of soldering selected electronic components to a PCB. The components are selected by way of a program that is created using an image of the PCB where lines are drawn specifying where flux and solder are to be applied – see example below.

|
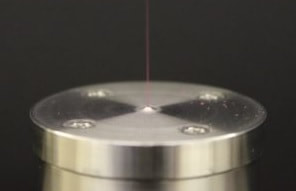
Similar to wave soldering, the process consists of applying flux, preheating and soldering. The application of flux is only to the components that are to be soldered as oppose to wave soldering where the whole PCB is coated. The preheat stage is the same as in wave soldering where the temperature of the assembly is raised before soldering. The soldering process in selective soldering is similar to wave soldering in that the PCB is exposed to a molten wave of solder but instead of the whole board passing over the wave, individual connections see the wave one after the other. The process is slower than wave soldering but is much more precise and each of the variables for each position to be soldered can be independently configured.
One of the main constraints preventing wave soldering being used is the amount of clearance given in the design between surface mount components and the through-hole component pads needing to be soldered. The minimum clearance will vary depending on board design and machine being used but generally 3mm is needed but could be as low as 1mm.
A key difference between wave soldering and selective soldering is that selective soldering must have a high purity nitrogen supply, the purpose of which is to protect the solder from oxidizing and forming dross. Dross isn’t desired in either process but when considering the size of nozzles used in selective soldering, dross formation causes an inconsistent flow of solder over the nozzle and quite undesirable results.
Considerations for choosing a selective soldering process
|
The key parameters of an effective selective soldering process are as follows:-
|
1. PCB Size
The maximum size PCB that needs to be processed will have a bearing on the machine selection. If the PCB’s to be processed are not too big then many machines can be configured to have two conveyors to process twice the number of assemblies. Another option based on PCB size is to have a second solder pot to speed up the soldering process which quite often is the bottle neck.
2. Floor Space
The amount of floor space available will need to be considered – Selective soldering machines vary in size from compact machines that process one assembly at a time to much larger in-line machines that also need board handling for processing larger volumes.
3. Maintenance

Depending on how much the selective soldering machine is planned to be used the amount of maintenance can vary mainly depending on the technology within the solder pot. Many manufacturers use an impeller to drive the solder which can generate a fair amount of dross which if not regularly removed will cause undesirable results. The more expensive machines use electromagnets to drive the solder which as well as being lower maintenance, achieve a much steadier wave for higher accuracy soldering.
4. Solder Type
There are a number of different solder alloys that can be used within a selective soldering machine. Some companies are using leaded solder but most will be using a lead-free alloy which generally operates at a pot temperature of between 270 deg c and 300 deg c. There are some newer lead-free alloys on the market which need less temperature and operate at a pot temperature of around 250 deg c.
5. Solder Pots

Within the selective soldering process of flux, preheat & solder, the soldering process tends to take the longest time and so to balance the process manufacturers sometimes offer the option to add solder modules to the overall system.
Some selective soldering machines use more than one solder pot per module and can be configured differently depending on how the machine is intended to be used. Possible configurations are:-
Some selective soldering machines use more than one solder pot per module and can be configured differently depending on how the machine is intended to be used. Possible configurations are:-
- Different solder alloys in each pot
- Variable Z axis on both pots allowing different size nozzles to be fitted
- Variable Y axis between pots allowing two PCB’s on one panel to be soldered at the same time on single conveyor system or two separate PCB’s on dual conveyor system.
6. Nozzles

One of the main benefits of using a selective soldering machine is to enable the automatic soldering of areas that are difficult to reach. There are a large number of different nozzles available ranging in diameter and length. There are nozzles that measure as small as 1.5mm in diameter for reaching very restricted areas but it needs to be understood that process times can be very long and nozzles will wear out quickly.
7. Nitrogen Supply

Due to the small nozzles sizes used in selective soldering any solder dross has a big impact on the quality and repeatability of the process. To prevent the formation of oxides within the liquid solder it is necessary to use an atmosphere of Nitrogen.
There are three main ways for supplying nitrogen gas to the selective soldering process:-
All three methods have costs and safety concerns associated with them but generally the preferred method is to generate locally. There is a higher initial cost to setup but there are fewer safety concerns and a typical investment is expected to pay for itself on average within 12 to 18 months depending on the process.
The specification for the nitrogen generator will have three main aspects such as flow rate, pressure and purity. The purity of the nitrogen is important and recommended to be 99.999% or 10ppm. To achieve this purity it is important to feed the generator with clean, dry air and so a suitable air compressor with dryer should be carefully chosen.
There are three main ways for supplying nitrogen gas to the selective soldering process:-
- Pressurized bottles
- Tank containing liquid Nitrogen
- Locally generated Nitrogen
All three methods have costs and safety concerns associated with them but generally the preferred method is to generate locally. There is a higher initial cost to setup but there are fewer safety concerns and a typical investment is expected to pay for itself on average within 12 to 18 months depending on the process.
The specification for the nitrogen generator will have three main aspects such as flow rate, pressure and purity. The purity of the nitrogen is important and recommended to be 99.999% or 10ppm. To achieve this purity it is important to feed the generator with clean, dry air and so a suitable air compressor with dryer should be carefully chosen.
8. Flux
Solder flux is a chemical used to clean the metal surfaces intended to be soldered and enable the creation of an acceptable solder joint.
There is a variety of flux types available which essentially fall into three basic categories:-
There are three key attributes for the flux that determine the flux category which are:-
For the selective soldering process low-solid/no-clean fluxes are generally used which have a low to medium activity and 2% to 8% solids content. The material type breaks down into the following:-
To achieve sufficient solder hole fill it is necessary to apply enough flux on all surfaces to be soldered such as the pad, plated hole and component lead.
There is a variety of flux types available which essentially fall into three basic categories:-
- Low-Solids/No-Clean Fluxes
- Rosin Fluxes
- Water-Soluble Fluxes
There are three key attributes for the flux that determine the flux category which are:-
- Activity
- Solids Content
- Material Type
For the selective soldering process low-solid/no-clean fluxes are generally used which have a low to medium activity and 2% to 8% solids content. The material type breaks down into the following:-
- Alcohol-based, Rosin or Resin containing
- Alcohol-based, Rosin or Resin free
- Water-based, Rosin or Resin free (Volatile Organic Compound free)
To achieve sufficient solder hole fill it is necessary to apply enough flux on all surfaces to be soldered such as the pad, plated hole and component lead.
9. Pre-heating
The purpose of the preheat stage is to:-
There are different pre-heating methods such as convection, infra-red (low-medium wavelength) and quartz elements. Generally infra-red is used during the preheat stage as this takes the shortest time to transfer heat to the assembly. Closed-loop control using a pyrometer is recommended as this will help ensure the desired temperature is achieved and not exceeded. Once the assembly moves into the soldering stage it is recommended to have a top side convection heating system with closed loop control to help maintain the desired temperature throughout the soldering process as depending on the complexity of the assembly the total soldering time can vary.
- Activate the flux and dry the flux carrier to reduce chance of solder balls
- Assist solder to pull through and ideally completely fill hole being soldered
- Reduce the effect of large copper planes on solder joints
- Reduce the risk of thermal shock to components
There are different pre-heating methods such as convection, infra-red (low-medium wavelength) and quartz elements. Generally infra-red is used during the preheat stage as this takes the shortest time to transfer heat to the assembly. Closed-loop control using a pyrometer is recommended as this will help ensure the desired temperature is achieved and not exceeded. Once the assembly moves into the soldering stage it is recommended to have a top side convection heating system with closed loop control to help maintain the desired temperature throughout the soldering process as depending on the complexity of the assembly the total soldering time can vary.
10. PCB Handling
If an in-line selective soldering system is chosen to process larger volumes then PCB handling will be necessary to manage the flow of assemblies into and out of the selective soldering machine.
The configuration and type of the PCB handling machines will depend the assemblies to be processed but a typical configuration could consist of a single magazine PCB line loader and one meter inspection conveyer before the selective soldering machine and a single magazine PCB line unloader after the selective soldering machine.
The configuration and type of the PCB handling machines will depend the assemblies to be processed but a typical configuration could consist of a single magazine PCB line loader and one meter inspection conveyer before the selective soldering machine and a single magazine PCB line unloader after the selective soldering machine.
11. Machine Options
There are a number of machine options to consider when choosing a selective soldering machine some of which can improve process repeatability, simplify the operation of the machine and improve overall process efficiency. Machine options include:-
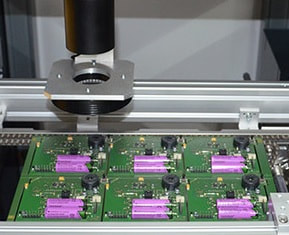
- Visual inspection module
- Automatic conveyor width adjustment
- Automatic wave height check
- Automatic nozzle cleaning
- Automatic solder level check and solder feed into pots
- PCB warp compensation
- Closed-loop control of heating elements
12. Machine Configuration

The type and mix of assemblies intended to be processed through the selective soldering machine will govern the machine configuration. If high-volume, low-mix is needed then the configuration will be biased towards speed but if low-volume, high-mix is needed then flexibility will be more important.
Conclusion
For electronics manufacturing companies, selective soldering machines provide a way of automating the soldering process of assemblies that otherwise would have to be hand soldered. This automation takes much of the variation away leading to a more controlled, repeatable and consistent process with generally a high yield.
For sub-contract electronics manufacturers in particular that are not in control of the PCB design, the accuracy and stability of the solder wave is important to allow high accuracy needed to solder connections with small surrounding clearances. With this mind it is recommended to pay the extra cost to have a machine with an electromagnetic pump to drive the solder. It is also recommended to choose the options to make the machine as easy as possible to use. The initial investment maybe high but due to the benefits discussed above, the return on investment will be shorter than you think.
For sub-contract electronics manufacturers in particular that are not in control of the PCB design, the accuracy and stability of the solder wave is important to allow high accuracy needed to solder connections with small surrounding clearances. With this mind it is recommended to pay the extra cost to have a machine with an electromagnetic pump to drive the solder. It is also recommended to choose the options to make the machine as easy as possible to use. The initial investment maybe high but due to the benefits discussed above, the return on investment will be shorter than you think.
An Increase in Efficiency and Productivity
It’s a shocking statistic to read that within the electronics industry many surface mount operations, particularly within the sub-contract manufacturing sector, run as low as 20% efficient.
There are many reasons that contribute to this figure but it fundamentally means that only 20% of the capital investment is being utilized. Financially speaking, this will lead to a higher cost of ownership and a slower return on investment. For the customer, it can cause longer lead times for their product and therefore the business will not be as competitive in the market place.
With production efficiencies at this level there will be many knock-on effects that will have an impact on the business such as larger batch sizes, more parts in stock, more assemblies in WIP (work in progress) and slower reaction times to customer change requirements.
With all this in mind there is a strong incentive to improve efficiency while maintaining quality.
There are many reasons that contribute to this figure but it fundamentally means that only 20% of the capital investment is being utilized. Financially speaking, this will lead to a higher cost of ownership and a slower return on investment. For the customer, it can cause longer lead times for their product and therefore the business will not be as competitive in the market place.
With production efficiencies at this level there will be many knock-on effects that will have an impact on the business such as larger batch sizes, more parts in stock, more assemblies in WIP (work in progress) and slower reaction times to customer change requirements.
With all this in mind there is a strong incentive to improve efficiency while maintaining quality.

