|
Solder paste slump is a phenomenon that can occur in the process of applying solder paste to printed circuit boards (PCBs) during surface mount technology (SMT) assembly. It refers to the deformation or settling of the solder paste after it has been applied but before the components are placed and the PCB is subjected to reflow soldering. Solder paste is a crucial material in SMT assembly, and its proper placement is essential for reliable solder joints. Here's a more detailed explanation of solder paste slump:
Causes of Solder Paste Slump:
Solder paste slump can occur due to several reasons, including:
- Gravity: Solder paste is a dense, viscous material. When it is applied to the PCB, it may begin to flow or sag under the influence of gravity.
- Temperature: Temperature variations in the assembly environment can affect the viscosity of the solder paste. If the environment is warmer, the solder paste may become less viscous and more prone to slump.
- Time Delay: If there is a significant time delay between applying the solder paste and placing the components on the PCB, the paste may have more time to settle and deform.
- Stencil Design: The design of the solder paste stencil, including aperture size and shape, can influence the amount of paste applied and its tendency to slump.
Impact of Solder Paste Slump:
Solder paste slump can have several negative consequences in the SMT assembly process:
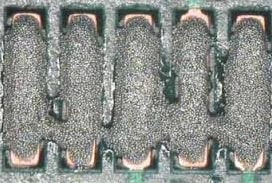
- Solder Short/Bridge: A solder bridge is common result of slumped solder after reflow.
- Component Misalignment: Slumped solder paste can lead to misalignment of SMT components during placement. This can result in components being positioned incorrectly, affecting the functionality and reliability of the PCB.
- Uneven Solder Joints: If the solder paste has settled unevenly, it can lead to uneven solder joint formation during reflow soldering. This can result in solder joint defects, including insufficient solder volume or solder bridging.
Preventing and Managing Solder Paste Slump:
To prevent or mitigate solder paste slump, consider the following strategies:
- Optimize Solder Paste Viscosity: Choose a solder paste formulation with the appropriate viscosity for your specific application and environmental conditions.
- Stencil Design: Ensure that the solder paste stencil design, including aperture size and spacing, is optimized for the components being placed on the PCB.
- Timely Component Placement: Minimize the time delay between solder paste application and component placement. Some automated SMT equipment can minimize this delay.
- Stabilize Environmental Conditions: Maintain a stable temperature and humidity environment in the assembly area to minimize variations in solder paste viscosity.
- Use Solder Paste Inspection: Implement solder paste inspection (SPI) equipment to monitor and detect any irregularities in solder paste deposition immediately after printing. This can help identify and address slump issues in real time.
Solder paste slump is a common challenge in SMT assembly, but with proper process control, stencil design, and equipment, it can be managed to ensure the reliability of solder joints and the overall quality of electronic assemblies.
